
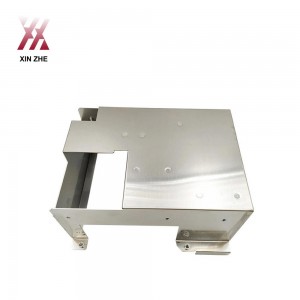
Cena hurtowa procesu głębokiego tłoczenia elementów do części samochodowych

Dzięki niezawodnemu procesowi produkcji, doskonałej reputacji i doskonałej obsłudze klienta, seria produktów produkowanych przez naszą firmę jest eksportowana do wielu krajów i regionów, oferując hurtowe ceny komponentów do tłoczenia głębokiego w częściach samochodowych. Dokładamy wszelkich starań, aby utrzymać naszą znakomitą reputację jako najlepszego dostawcy produktów na świecie. W przypadku pytań lub uwag prosimy o swobodny kontakt.
Dzięki niezawodnemu procesowi wysokiej jakości, doskonałej reputacji i doskonałej obsłudze klienta, seria artykułów produkowanych przez naszą firmę jest eksportowana do wielu krajów i regionów.Części ocynkowane i blacha w ChinachKierujemy się zasadą „klient na pierwszym miejscu”, „najwyższa jakość na pierwszym miejscu”, „ciągłe doskonalenie”, „obopólne korzyści” i „win-win”. Współpracując z klientem, zapewniamy klientom najwyższą jakość usług. Dzięki nawiązaniu dobrych relacji biznesowych z klientami z Zimbabwe, zbudowaliśmy własną markę i renomę. Jednocześnie serdecznie zapraszamy do naszej firmy zarówno nowych, jak i stałych klientów, którzy chcą odwiedzić nas i negocjować warunki współpracy.
Opis
| Typ produktu | produkt dostosowany | |||||||||||
| Kompleksowa obsługa | Opracowanie i projektowanie form - dostarczenie próbek - produkcja seryjna - kontrola - obróbka powierzchni - pakowanie - dostawa. | |||||||||||
| Proces | tłoczenie, gięcie, głębokie tłoczenie, obróbka blachy, spawanie, cięcie laserowe itp. | |||||||||||
| Przybory | stal węglowa, stal nierdzewna, aluminium, miedź, stal ocynkowana itp. | |||||||||||
| Wymiary | według rysunków lub próbek klienta. | |||||||||||
| Skończyć | Malowanie natryskowe, galwanizacja, cynkowanie ogniowe, malowanie proszkowe, elektroforeza, anodowanie, czernienie itp. | |||||||||||
| Obszar zastosowania | Części samochodowe, części maszyn rolniczych, części maszyn inżynieryjnych, części maszyn budowlanych, akcesoria ogrodowe, przyjazne dla środowiska części maszyn, części statków, części lotnicze, złączki rurowe, części narzędzi, części zabawek, części elektroniczne itp. | |||||||||||
Rodzaje stempli
Oferujemy jedno- i wieloetapowe tłoczenie, tłoczenie progresywne, tłoczenie głębokie, tłoczenie czterosuwowe i inne metody tłoczenia, aby zapewnić najskuteczniejszą metodę produkcji Państwa produktów. Eksperci Xinzhe mogą dopasować Państwa projekt do odpowiedniego tłoczenia, analizując przesłany model 3D i rysunki techniczne.
- Tłoczenie metodą progresywną (Progressive Die Stamping) wykorzystuje wiele matryc i etapów, aby tworzyć głębsze detale niż zazwyczaj osiągalne za pomocą pojedynczych matryc. Umożliwia również uzyskanie różnych geometrii detalu podczas przechodzenia przez różne matryce. Technika ta najlepiej sprawdza się w przypadku dużych serii i detali, takich jak te stosowane w przemyśle motoryzacyjnym. Tłoczenie metodą transferową (Transfer Die) to podobny proces, z tą różnicą, że w przypadku tłoczenia metodą progresywną, detal jest mocowany do metalowej taśmy, która jest przeciągana przez cały proces. Tłoczenie metodą transferową (Transfer Die) polega na usunięciu detalu i przesunięciu go wzdłuż przenośnika.
- Tłoczenie metodą głębokiego tłoczenia pozwala na uzyskanie wytłoczek o głębokich wnękach, przypominających zamknięte prostokąty. Proces ten pozwala uzyskać sztywne elementy, ponieważ ekstremalne odkształcenie metalu kompresuje jego strukturę do bardziej krystalicznej formy. Powszechnie stosuje się również standardowe tłoczenie metodą głębokiego tłoczenia, które wykorzystuje płytsze matryce do kształtowania metalu.
- Tłoczenie czterosuwakowe (Fourslide Stamping) kształtuje elementy w czterech osiach, a nie w jednym kierunku. Metoda ta jest stosowana do produkcji małych, skomplikowanych elementów, w tym elementów elektronicznych, takich jak złącza baterii telefonów. Oferując większą elastyczność projektowania, niższe koszty produkcji i krótszy czas realizacji, tłoczenie czterosuwakowe jest popularne w przemyśle lotniczym, medycznym, motoryzacyjnym i elektronicznym.
- Hydroformowanie to ewolucja techniki tłoczenia. Arkusze umieszczane są na matrycy o dolnej powierzchni, podczas gdy górna powierzchnia to pęcherz wypełniony olejem, który pod wysokim ciśnieniem wtłacza metal w kształt dolnej matrycy. Hydroformowanie umożliwia jednoczesne formowanie wielu elementów. Hydroformowanie to szybka i precyzyjna technika, choć do późniejszego wycięcia elementów z blachy potrzebna jest matryca.
- Wykrawanie polega na wycinaniu elementów z arkusza jako wstępny etap przed formowaniem. Wykrawanie precyzyjne, odmiana wykrawania, umożliwia precyzyjne cięcia o gładkich krawędziach i płaskiej powierzchni.
- Wykrawanie to kolejny rodzaj wykrawania, który pozwala na uzyskanie małych, okrągłych elementów. Ponieważ formowanie małego elementu wymaga znacznej siły, utwardza metal i usuwa zadziory oraz ostre krawędzie.
- Wykrawanie jest procesem przeciwnym do wykrawania. Polega na usuwaniu materiału z przedmiotu obrabianego, a nie na usuwaniu materiału w celu wytworzenia przedmiotu obrabianego.
- Tłoczenie pozwala na uzyskanie trójwymiarowego wzoru w metalu, który albo wystaje ponad powierzchnię, albo tworzy serię wgłębień.
- Gięcie odbywa się w jednej osi i jest często wykorzystywane do tworzenia profili w kształcie litery U, V lub L. Technika ta polega na zaciśnięciu jednej strony i wygięciu drugiej na matrycy lub dociśnięciu metalu do matrycy. Gięcia kołnierzy to gięcie wypustek lub fragmentów przedmiotu obrabianego, a nie całego przedmiotu.
Zarządzanie jakością
Zdjęcie przesyłki
Proces produkcyjny




01. Projektowanie form
02. Obróbka form
03. Obróbka cięciem drutowym
04. Obróbka cieplna formy




05. Montaż formy
06. Debugowanie formy
07. Gratowanie
08. galwanizacja


09. Testowanie produktu
10. Opakowanie
Proces tłoczenia
Tłoczenie metalu to proces produkcyjny, w którym zwoje lub płaskie arkusze materiału są formowane w określone kształty. Tłoczenie obejmuje wiele technik formowania, takich jak wykrawanie, dziurkowanie, wytłaczanie i tłoczenie na matrycach progresywnych, by wymienić tylko kilka. Elementy są wytwarzane za pomocą kombinacji tych technik lub niezależnie, w zależności od stopnia złożoności detalu. W procesie, zwoje lub arkusze są podawane do prasy tłoczącej, która za pomocą narzędzi i matryc formuje detale i powierzchnie w metalu. Tłoczenie metalu to doskonały sposób na masową produkcję różnorodnych skomplikowanych części, od paneli drzwi samochodowych i przekładni po małe podzespoły elektryczne stosowane w telefonach i komputerach. Procesy tłoczenia są szeroko stosowane w przemyśle motoryzacyjnym, przemysłowym, oświetleniowym, medycznym i innych gałęziach przemysłu.
Proces projektowania tłoczenia metalu
Tłoczenie metali to złożony proces, który może obejmować szereg czynności formowania metalu – wykrawanie, dziurkowanie, gięcie i dziurkowanie, między innymi.
Wykrawanie: Ten proces polega na wycięciu wstępnego konturu lub kształtu produktu. Celem tego etapu jest minimalizacja i uniknięcie zadziorów, które mogą zwiększyć koszt części i wydłużyć czas dostawy. Ten etap ma na celu określenie średnicy otworu, geometrii/stożka, odstępu między krawędziami otworów oraz miejsca wstawienia pierwszego stempla.
Gięcie: Projektując gięcie tłoczonych części metalowych, ważne jest, aby zapewnić odpowiednią ilość materiału – upewnij się, że projektujesz część i jej wykrój tak, aby było wystarczająco dużo materiału do wykonania gięcia.
Dziurkowanie: Ta operacja polega na gwintowaniu krawędzi tłoczonej części metalowej w celu spłaszczenia lub usunięcia zadziorów. Powoduje to powstanie gładszych krawędzi w odlewanych obszarach geometrii części. Zapewnia to również dodatkową wytrzymałość w niektórych obszarach części. Można ją stosować w celu uniknięcia wtórnej obróbki, takiej jak gratowanie i szlifowanie.
Dzięki niezawodnemu procesowi produkcji, doskonałej reputacji i doskonałej obsłudze klienta, seria produktów produkowanych przez naszą firmę jest eksportowana do wielu krajów i regionów, oferując hurtowe ceny komponentów do tłoczenia głębokiego w częściach samochodowych. Dokładamy wszelkich starań, aby utrzymać naszą znakomitą reputację jako najlepszego dostawcy produktów na świecie. W przypadku pytań lub uwag prosimy o swobodny kontakt.
Cena hurtowaCzęści ocynkowane i blacha w ChinachKierujemy się zasadą „klient na pierwszym miejscu”, „najwyższa jakość na pierwszym miejscu”, „ciągłe doskonalenie”, „obopólne korzyści” i „win-win”. Współpracując z klientem, zapewniamy klientom najwyższą jakość usług. Dzięki nawiązaniu dobrych relacji biznesowych z klientami z Zimbabwe, zbudowaliśmy własną markę i renomę. Jednocześnie serdecznie zapraszamy do naszej firmy zarówno nowych, jak i stałych klientów, którzy chcą odwiedzić nas i negocjować warunki współpracy.
Kategorie produktów
-

Gorąca sprzedaż akcesoriów metalowych ze stali nierdzewnej...
-

Najwyższej jakości używana uszczelka głowicy cylindra f...
-

Hurtowa sprzedaż laserów światłowodowych do cięcia blach...
-

Wysokiej rozdzielczości precyzyjne progresywne dziurkowanie ...
-

Krótki czas realizacji zamówień na produkcję blach OEM...
-
Gorąca sprzedaż fabrycznych półfabrykatów do tłoczenia metalu...