
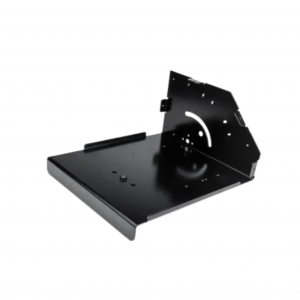
Wysokiej jakości, dostosowany do potrzeb klienta uchwyt mocujący z blachy OEM

Opis
| Typ produktu | produkt dostosowany | |||||||||||
| Kompleksowa obsługa | Opracowanie i projektowanie form - dostarczenie próbek - produkcja seryjna - kontrola - obróbka powierzchni - pakowanie - dostawa. | |||||||||||
| Proces | tłoczenie, gięcie, głębokie tłoczenie, obróbka blachy, spawanie, cięcie laserowe itp. | |||||||||||
| Przybory | stal węglowa, stal nierdzewna, aluminium, miedź, stal ocynkowana itp. | |||||||||||
| Wymiary | według rysunków lub próbek klienta. | |||||||||||
| Skończyć | Malowanie natryskowe, galwanizacja, cynkowanie ogniowe, malowanie proszkowe, elektroforeza, anodowanie, czernienie itp. | |||||||||||
| Obszar zastosowania | Części samochodowe, części maszyn rolniczych, części maszyn inżynieryjnych, części maszyn budowlanych, akcesoria ogrodowe, przyjazne dla środowiska części maszyn, części statków, części lotnicze, złączki rurowe, części narzędzi, części zabawek, części elektroniczne itp. | |||||||||||
Zalety
1. Ponad 10 latwiedzy specjalistycznej w zakresie handlu zagranicznego.
2. Zapewnijkompleksowa obsługaod projektu formy do dostawy produktu.
3. Szybki czas dostawy, około30-40 dni. Dostępne w ciągu tygodnia.
4. Ścisłe zarządzanie jakością i kontrola procesów (ISOcertyfikowany producent i fabryka).
5. Bardziej przystępne ceny.
6. Profesjonalizm, nasza fabryka mawięcej niż 10lat historii w dziedzinie tłoczenia blach.
Zarządzanie jakością




Przyrząd do pomiaru twardości Vickersa.
Przyrząd do pomiaru profilu.
Instrument spektrograficzny.
Instrument o trzech współrzędnych.
Zdjęcie przesyłki




Proces produkcyjny




01. Projektowanie form
02. Obróbka form
03. Obróbka cięciem drutowym
04. Obróbka cieplna formy




05. Montaż formy
06. Debugowanie formy
07. Gratowanie
08. galwanizacja


09. Testowanie produktu
10. Opakowanie
Proces cięcia laserowego
Cięcie laserowe to technologia polegająca na użyciu wiązki lasera o dużej mocy do napromieniowania ciętego materiału, co powoduje jego stopienie, odparowanie, ablację lub szybkie osiągnięcie punktu zapłonu, a następnie zdmuchnięcie stopionego materiału przez szybki strumień powietrza współosiowy z wiązką, umożliwiając w ten sposób cięcie przedmiotu obrabianego.
Charakterystyka procesu
Wysoka wydajność: cięcie laserowe jest szybkie i wydajne, może znacznie skrócić czas obróbki.
Wysoka precyzja: Średnica wiązki laserowej po skupieniu jest bardzo mała (około 0,1 mm), co pozwala na uzyskanie cięcia o wysokiej precyzji.
Niewielkie oddziaływanie termiczne: Ze względu na wysoką koncentrację energii, tylko niewielka ilość ciepła jest przekazywana do innych części stali, co powoduje niewielkie odkształcenia lub ich brak.
Duża zdolność adaptacji: Nadaje się do cięcia różnych materiałów metalowych i niemetalowych, w tym stali nierdzewnej, stali węglowej, stali tytanowej, tworzyw sztucznych, drewna itp.
Wysoka elastyczność: Urządzenia do cięcia laserowego zwykle wykorzystują urządzenia sterowane numerycznie (CNC), co umożliwia cięcie skomplikowanych kształtów.
Etapy procesu
Ogniskowanie wiązki laserowej: Wykorzystuje się soczewki i reflektory, aby skupić wiązkę laserową na bardzo małym obszarze, tworząc wiązkę laserową o dużej gęstości mocy.
Nagrzewanie materiału: Wiązka laserowa naświetla powierzchnię przedmiotu obrabianego, powodując szybkie nagrzanie naświetlonego materiału do temperatury parowania, w wyniku czego powstają otwory.
Cięcie ciągłe: W miarę jak belka przesuwa się względem materiału, otwory tworzą wąską szczelinę, kończąc cięcie materiału.
Usuwanie stopionego materiału: Podczas cięcia zwykle stosuje się strumień powietrza, aby wydmuchać stopiony materiał z nacięcia, co zapewnia jakość cięcia.
Rodzaje procesów cięcia laserowego:
Cięcie przez parowanie: Pod wpływem nagrzewania wiązką lasera o dużej gęstości, temperatura powierzchni materiału bardzo szybko wzrasta do temperatury wrzenia, a część materiału odparowuje, zamieniając się w parę i znikając, tworząc nacięcie.
Cięcie przez topienie: Materiał metalowy jest topiony za pomocą nagrzewania laserowego, a następnie przez dyszę współosiową z wiązką rozpylany jest nieutleniający gaz. Ciekły metal jest uwalniany pod wpływem silnego ciśnienia gazu, tworząc nacięcie.
Cięcie z topnieniem utleniającym: Laser służy jako źródło ciepła do podgrzewania wstępnego, a gazy aktywne, takie jak tlen, są używane jako gazy tnące. Rozpylony gaz reaguje z ciętym metalem, wywołując reakcję utleniania, uwalniając dużą ilość ciepła utleniania. Jednocześnie stopiony tlenek i stop są wydmuchiwane ze strefy reakcji, tworząc nacięcie w metalu.
Cięcie z kontrolowanym pękaniem: Szybkie, kontrolowane cięcie z wykorzystaniem nagrzewania wiązką laserową, stosowane głównie w przypadku materiałów kruchych, które łatwo ulegają uszkodzeniu pod wpływem ciepła.
Często zadawane pytania
P: Czy jesteś producentem czy firmą handlową?
A: Nasza firma produkuje towary.
P:Jak mogę poprosić o wycenę?
A: Aby otrzymać wycenę, prosimy o przesłanie nam na adres e-mail swoich projektów (w formacie PDF, stp, igs, step...) wraz z informacjami o materiale, obróbce powierzchni i ilości.
P: Czy mogę zamówić tylko jedną lub dwie sztuki do przetestowania?
A: Oczywiście.
P:Czy możesz coś wyprodukować korzystając z próbki jako przewodnika?
A: Jesteśmy w stanie wykonać produkt zgodnie z Państwa próbką.
P:Jaki jest czas realizacji zamówienia?
A: W zależności od wielkości zamówienia i statusu produktu, od 7 do 15 dni.
P: Czy planujecie testować każdy przedmiot przed wysyłką?
A: Tak, wszystko dokładnie testujemy przed wysyłką.
P: Jakie strategie stosujecie, aby relacje z naszą firmą były pozytywne i długotrwałe?
A: 1. Utrzymujemy konkurencyjne ceny i wysoką jakość, aby zapewnić korzyści naszym klientom;
2. Traktujemy wszystkich naszych klientów z szacunkiem i uważamy ich za przyjaciół. Bez względu na to, skąd pochodzą, prowadzimy z nimi szczere interesy i stajemy się z nimi przyjaciółmi.
Kategorie produktów
-

Gięcie stali nierdzewnej wysokiej jakości na zamówienie...
-

Niestandardowe, malowane proszkowo drzwi windy o prostym kącie...
-
Wysokiej jakości blacha aluminiowa na zamówienie...
-

Obróbka blachy na zamówienie, blacha ze stali węglowej...
-

Spersonalizowane, regulowane, elastyczne, ze stali nierdzewnej...
-

Blachy cięte laserowo, elementy spawane do drzwi i okien...